
LASER Verfahren
Für die Fachleute und Interessierten hier die technischen Informationen:
Bisher gab es kein Verfahren, um Brillengläser mit einem LASER sauber zu schneiden, gravieren oder optisch zu zentrieren.
Die Problematik lag zum einen an der Fokussierung der am Markt befindlichen CO2-LASER Systeme. Sie waren nicht für durchgebogene Brillengläser ausgelegt. Die Schnitttiefe variierte je nach Glasdicke an der Schnittkante. Ein Gravieren war durch die konische Form des LASER Strahls nicht möglich, da die Gravurbreite je nach Durchbiegung auch entsprechend unterschiedlich war. Ähnliche Probleme haben auch andere CNC gesteuerte Gravurautomaten die Optiker zum Kauf angeboten werden.
Brillengläser, die mit CO2-LASER bearbeitet wurden, haben im Langzeittest ergeben, dass die Struktur der Gläser maßgeblich verändert wurde. Dadurch wird die UV-Stabilität gestört und es gibt nach einiger Zeit Verfärbungen und die empfindliche Entspiegelungsschicht löst sich ab.
Ein weiteres Problem beim Lasern von Brillengläsern zeigt sich bei dem entstehenden Streulicht. Dieses unkontrollierte energiereiche Licht mattiert und zerstört somit die Oberfläche des Glases. Die Transparenz nimmt ab und die Gläser werden optisch unbrauchbar.
Das Ergebnis sähe so aus:


Jahrelange Experimente und Entwicklungsarbeit führten zu Lösungen für diese Probleme und einem neuartigen Ytterbium Festkörper-LASER Verfahren.
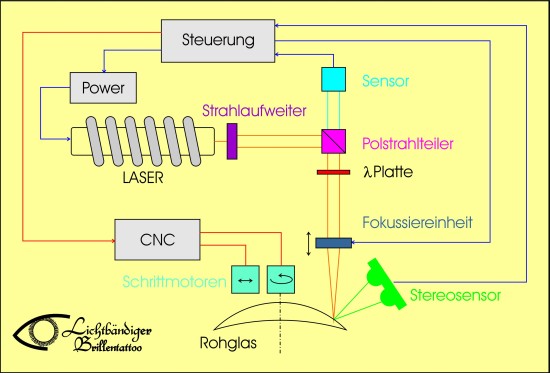
Die Fokussierung des LASERS geschieht über einen Stereosensor, der den Verlauf des Fokus auf der Brillenglasoberfläche ständig kontrolliert. Die Auswertung der Parallaxen regelt die Führung der Fokussiereinheit über einen Linearmotor ständig nach. Diese reagiert in Bruchteilen von Sekunden, sodass eine saubere Schnittkante und Gravur möglich ist.
Das schädliche Streulicht lässt sich nur sehr aufwändig vermeiden. Ein ständiger Regelprozess der LASER Leistung, der Pulsfrequenz, der Schnittgeschwindigkeit in Abhängigkeit von der chemischen Zusammensetzung des Glases mit der Materialstärke und ein sofortiges Abschalten nach Durchdringung des Brillenglases sind hierzu vonnöten.
Der Strahlengang des LASERS erklärt sich wie folgt. Nach dem Austreten des Strahls wird dieser durch eine Strahlaufweitungsoptik auf einen für die optischen Elemente ungefährlichen Level gebracht.
Durch die Natur des kohärenten Lichtes lenkt der Polstrahlteiler nahezu den kompletten Lichtstrom um. Die Lambdaplatte ändert die Polarisation. Nachdem die Fokussiereinheit das Lichtbündel auf das Glas gelenkt hat wird es je nach Bearbeitungsfortschritt unterschiedlich intensiv reflektiert.
Jetzt geht der Strahlverlauf wieder zurück. Die Lambdaplatte ändert die Polarisation erneut und hat nun eine um 90° verdrehte Richtung.
Das reflektierte Licht kann den Strahlteiler unabgelenkt passieren. Der Sensor misst nun die Intensität der Reflexion auf der Brillenglasoberfläche.
Die Steuereinheit kann aus diesen Messwerten ein optimales Zusammenspiel aus LASER Leistung und Schnittgeschwindigkeit errechnen und regeln.
Somit ist unser Obtanium Verfahren als Einziges in der Lage Brillengläser zu zentrieren, sauber zu schneiden und mit filigranen Gravuren zu versehen.
Die Problematik lag zum einen an der Fokussierung der am Markt befindlichen CO2-LASER Systeme. Sie waren nicht für durchgebogene Brillengläser ausgelegt. Die Schnitttiefe variierte je nach Glasdicke an der Schnittkante. Ein Gravieren war durch die konische Form des LASER Strahls nicht möglich, da die Gravurbreite je nach Durchbiegung auch entsprechend unterschiedlich war. Ähnliche Probleme haben auch andere CNC gesteuerte Gravurautomaten die Optiker zum Kauf angeboten werden.
Brillengläser, die mit CO2-LASER bearbeitet wurden, haben im Langzeittest ergeben, dass die Struktur der Gläser maßgeblich verändert wurde. Dadurch wird die UV-Stabilität gestört und es gibt nach einiger Zeit Verfärbungen und die empfindliche Entspiegelungsschicht löst sich ab.
Ein weiteres Problem beim Lasern von Brillengläsern zeigt sich bei dem entstehenden Streulicht. Dieses unkontrollierte energiereiche Licht mattiert und zerstört somit die Oberfläche des Glases. Die Transparenz nimmt ab und die Gläser werden optisch unbrauchbar.
Das Ergebnis sähe so aus: